欢迎光临~宁波宫铁智能科技有限公司|自动送料数控车床|精密数控车床|cnc数控车床|工业机械手|宁波数控车床
语言选择:
凯发k8官方旗舰厅-百家乐凯发k8
∷

技术方案
1.产品加工方案
1) 顾客:
2) 产品:
3) 加工精度: 根据客户图纸要求

4) 工具&夹具: 6 英寸液压卡盘
5) 技术说明:
5.1>程序将设置刀具寿命管理(客户预先设置要加工的产品的数量,到达时会自动发出警告,以减少产品
报废和工具损坏。)
6) 宫铁公司将尽最大努力为cnc车床提供技术指导以及产品加工技术的相关建议。
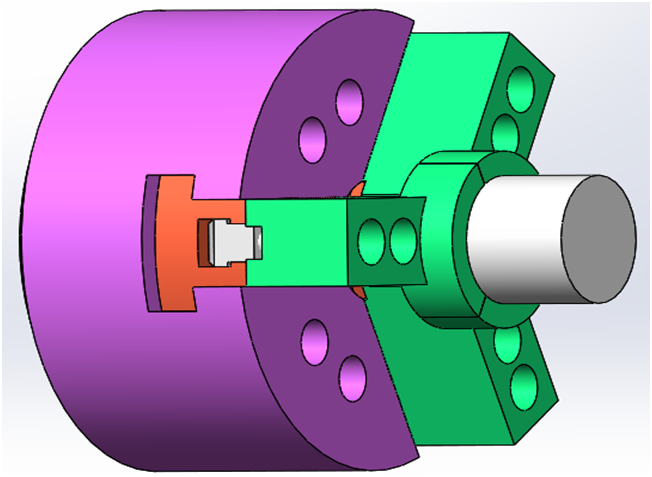
7)工艺流程建议:
|
时间和工艺建议: 1>内径(粗车); 2> 内径(精车); |
||||||
|
加工 |
刀具 |
加工速度(r/min) |
行程(mm/r) |
周期(s) |
||
|
内径(粗车) |
|
s1500 |
f0.09 |
≈3s |
||
|
内径(精车) |
|
s1800 |
f0.08 |
≈5.5s |
||
|
加工时间 |
≈10 |
|||||
|
自动装卸 |
≈10 |
|||||
|
总时间 |
≈20 |
|||||
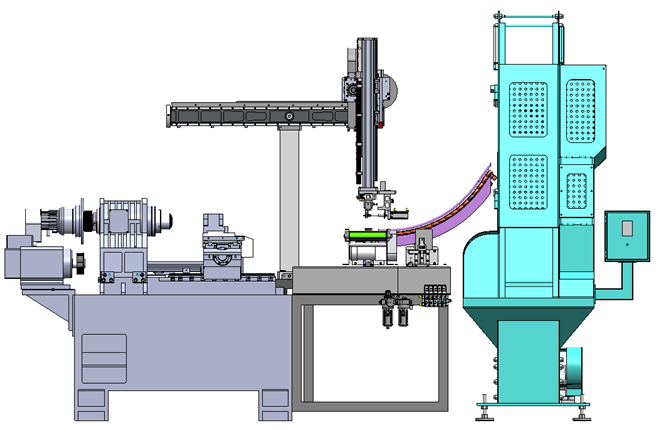
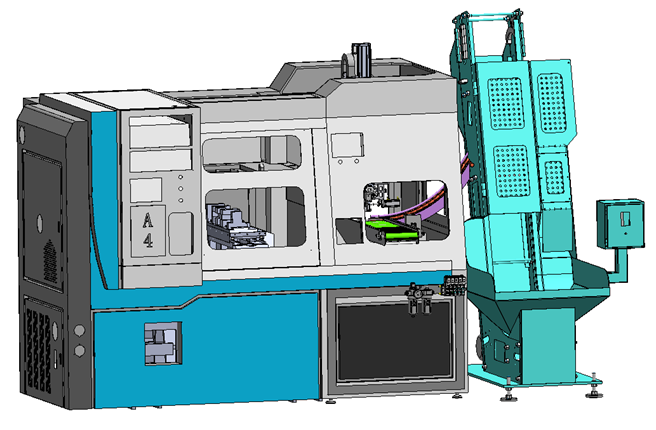
第二道工序:带有q7平台的精密线性导轨cnc车床 龙门自动装载机 提升机
8.1>数控车床外总图:
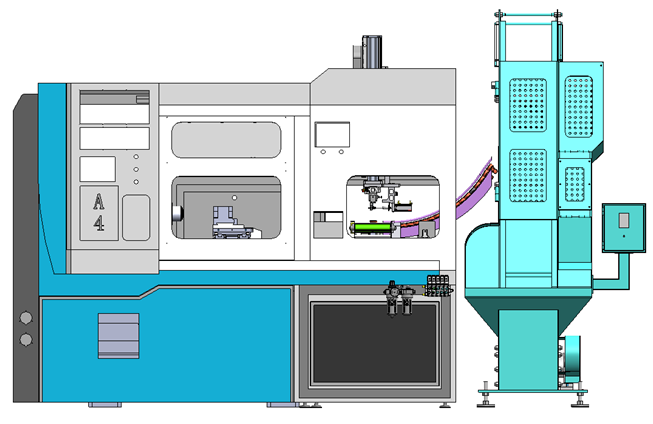
技术说明:
原料由提升机储存,首先,将原料放置在物料分级出口处,通过龙门自动装载机将原料送入主轴夹具,在
加工期间,自动装载机去抓取新的 原始零件,完成加工后,自动装载机将完成的零件取出(卸载),
同时将原始零件送入主轴工作夹具,然后将完成的零件卸载至传送带。
优点是一种加工精度高,运行效率高,库存量大,实现零件无划伤的加工。
8.2>数控车床内部总视图草图:
2. 参数:
|
主要参数 |
单位 |
q7 |
|
|
加工能力 |
最大回转直径 |
mm |
400/98 |
|
最大加工长度 |
mm |
300 |
|
|
最大过棒料直径 |
mm |
26(35) |
|
|
行程 |
x轴行程 |
mm |
320 |
|
z轴行程 |
mm |
315 |
|
|
快进速度 |
x/z轴快进速度 |
m/min |
20 |
|
spindle |
z主轴端部规格 |
n/a |
a2-5 |
|
主轴通孔直径 |
mm |
48 |
|
|
主轴伺服电机功率 |
kw |
(异步)3.7/5.5 |
|
|
主轴转速范围 |
rpm |
0~5000 |
|
|
工件装夹方式 |
n/a |
自制套筒 |
|
|
刀座 |
排刀配置数量 |
pcs |
5 |
|
标准刀座形式 |
n/a |
燕尾排刀 |
|
|
opt |
排刀动力头 |
||
|
径向圆刀座中心高 |
mm |
50 |
|
|
标准外圆刀方尺寸 |
mm |
16*16 |
|
|
镗刀杆直径 |
mm |
25 |
|
|
精度 |
重复定位精度 |
mm |
0.002 |
|
其他 |
机床尺寸 |
mm |
1650*1300*1650 |
|
机床重量 |
kg |
≈2000 |
|
联系人:张经理
传真:0574-88095075
电话: 86-18057486168
邮箱:zhangyang@cngongtie.cn
地址: 宁波市奉化区莼湖街道袁岙村大园路1号
