欢迎光临~宁波宫铁智能科技有限公司|自动送料数控车床|精密数控车床|cnc数控车床|工业机械手|宁波数控车床
语言选择:
凯发k8官方旗舰厅-百家乐凯发k8
∷

技 术 方 案
一、产品加工方案
1、客户方:
2、加工产品:
3、产品材质:铜件(准确名称由客户指定)
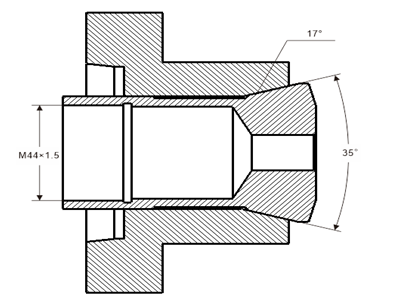
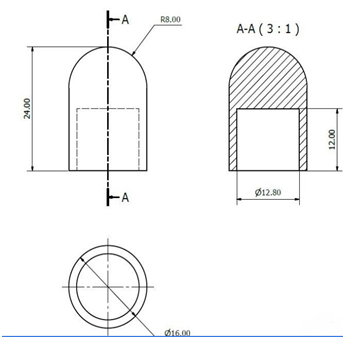
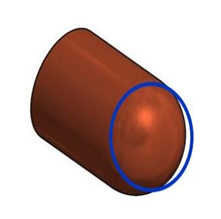
4、产品示意图:成品
5、加工精度要求:严格按图纸要求
6、工装夹具:精密弹簧夹头
7、技术备注:①程序设置刀具寿命管理(客户预定好加工数量后,自动报警,减少产品的报废量
和刀具的过度损坏)
本公司将长期为客户提供机床技术指导和产品的加工工艺,谢谢!
|
机床工序产品装夹及工艺安排 |
||||
|
|
||||
|
工序 |
刀具 |
加工转速 |
加工进给mm/t |
加工时间(s) |
|
圆弧加工 |
|
4000 |
0.07 |
≈3秒 |
|
气动机械手送料 |
3秒 |
接料 |
≈2秒 |
|
|
拖板移动加工时间 |
≈3.3秒 |
总计耗时 |
≈8.3秒 |
|
8、建议采购的设备类型:q5气动机械手
(1)机床:精密线轨平床身排刀车床q5
(2 送料方式:气动机械手机械手 振动盘
9、示意图:
(1)精密线轨平床身排刀车床q5气动机械手整体示意图:

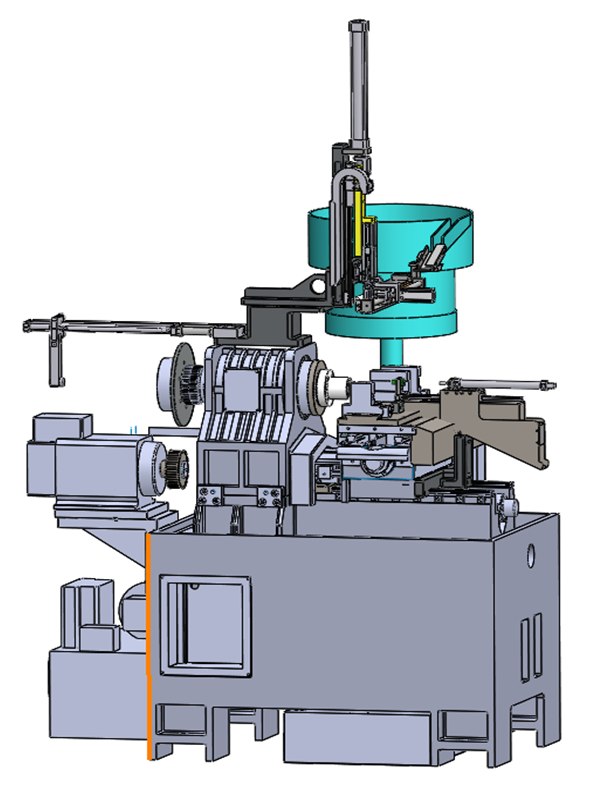
(2)光机送料示意图
振动盘|
参数主要项目 |
单位 |
参数值 |
|
最大回转直径 |
mm |
φ245 |
|
刀板底座上回转直径 |
mm |
φ96 |
|
最大切削长度 |
mm |
200 |
|
主轴中心至地面高 |
mm |
≈1050 |
|
x向行程(最大) |
mm |
250 |
|
z向行程(最大) |
mm |
200 |
|
主轴结构 |
前三后二主轴单元 |
|
|
主轴端部尺寸 |
a2-4 |
|
|
选配液压套筒夹头尺寸 |
25 |
|
|
动力卡盘规格(选配) |
寸 |
4或5 |
|
主轴内孔直径 |
mm |
35 |
|
拉管内孔最大棒料通孔直径 |
mm |
21(25) |
|
主轴转速范围 |
r/min |
0-4500 |
|
伺服主轴功率 |
kw |
2.2 |
|
最小移动量 |
mm |
0.001 |
|
x/z向快进速度 |
m/min |
20 |
|
外圆刀方 |
mm |
16 |
|
x/z向重复定位精度 |
mm |
0.002 |
|
机床总功率 |
kw |
7 |
|
机床外形尺寸(长*宽*高) |
mm |
1500*1250*1650 |
|
机床总重量 |
kg |
≈1200 |
二.参数,配置:q5机床主要技术参数:
q5机床主要部件配置清单:
|
名称 |
品牌/型号 |
产地 |
数量 |
|
数控系统 |
新代6ta |
台湾 |
1 |
|
伺服电机/驱动 |
汇川750w总线 |
中国 |
2 |
|
主电机 |
超同步2.2kw伺服主电机 |
中国 |
1 |
|
滚珠丝杆/直线导轨 |
pmi银泰 |
台湾 |
2,4 |
|
主轴轴承 |
ntn p4 |
日本 |
5 |
|
主轴结构 |
前三后二独立主轴单元 |
gongtie研发 |
1 |
|
丝杆支撑方式 |
预拉伸双支撑 |
gongtie研发 |
1 |
|
中空液压回转缸 |
428 |
台湾部件国内组装 |
1 |
|
液压系统 |
惠众 |
台湾部件国内组装 |
1 |
|
带热交换器电柜 |
5号 |
台湾部件国内组装 |
1 |
|
低压电器 |
施耐德 |
法国 |
1 |
|
精密弹簧夹头 |
25型 |
台湾 |
1 |
|
刀具方式 |
16方排刀 |
gongtie研发 |
5 |
联系人:张经理
传真:0574-88095075
电话: 86-18057486168
邮箱:zhangyang@cngongtie.cn
地址: 宁波市奉化区莼湖街道袁岙村大园路1号