welcome: ningbo gongtie smart technology co., ltd.
language:
凯发k8官方旗舰厅-百家乐凯发k8
∷

technique solution
solution :
1. products processing solution(refer to drawing 026 71 440 with logo of 6976)
1) customer: lucas tvs ; 2) product: crankshaft; 3) material: spheroidal graphite iron;
4) the product profile
5) machining accuracy: completely follow up the customer’s drawing;
6) work tool and fixture: precision customized 6 inch power chuck
7) the technique remarks: the program will set up the tools life-time management (customer pre-set up the q’ty of the machining products, when reach it, automatically warning, for reducing the products scraps and the tools damage.)
8) during the designing of the fixture, soft jaws should keep away from the tools, so we choose the cnc lathes with t-slot blade row for reducing the machining cycle time.( can choose the v-8 servo turret if the customer request)
9) gongtie company will do the best to provide the technique guidance for cnc lathes and related suggestion of the products processing technology.
|
process |
op15 |
op20 |
|
operation list |
-face turning--od(chamfering)---drilling--- boring--side face drilling&tapping---end face drilling&tapping
|
-face turning---cutting inside slot&outside slot---drilling---turning id |
|
machining benchmark |
with od φ20 as the benchmark, end face axial allocation |
with od φ15 as the benchmark, end face axial allocation |
|
workpiece clamping status |
refer to below sketch |
refer to below sketch |
|
sketch (machining) :benchmark face :main clamping |
|
|
|
suitable lathe |
s350 |
s350 |
|
machining cycle time |
28.3s |
51s |
|
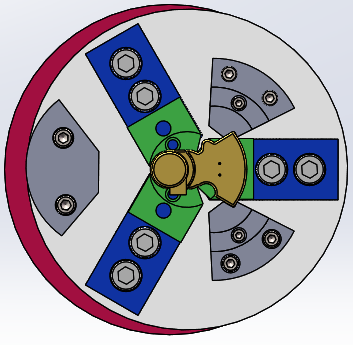
the workpiece clamping & turning sketch for the first process |
|||||
|
customized 6 inch pull lock chuck in the outside clamping way |
|||||
|
process |
tool |
speed |
feed |
machining time(s) |
|
|
od,face,chamfer (rough machining) |
|
2500 |
0.12-0.15 |
≈9s |
0.5s |
|
finish machining |
|
2500 |
0.06 |
≈10.5s |
0.5s |
|
centering |
|
2800 |
0.05 |
≈2s |
0.5s |
|
drilling |
|
2500 |
0.06 |
≈4.8s |
0.5s |
|
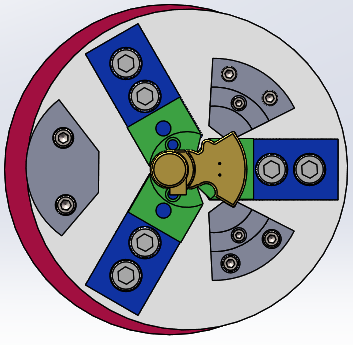
the workpiece clamping & turning sketch for the second process |
|||||
|
customized 6 inch pull lock chuck in the outside clamping way |
|||||
|
process |
tool |
speed |
feed |
machining time(s) |
|
|
od,face,chamfer (rough machining) |
2400 |
0.12-0.15 |
≈6.3s |
0.5s |
|
|
drilling |
|
2500 |
0.06 |
≈11.2s |
0.5s |
|
end milling |
|
2000 |
0.08 |
≈6s |
0.5s |
|
id hole |
|
2500 |
0.05 |
≈11s |
0.5s |
|
finish machining |
|
2400 |
0.05 |
≈14秒 |
0.5s |
10) proposal cnc lathe:
precise linear guide-way cnc lathe with slant base body in t-slot blade row : s350
11) cnc lathe sketch:
11.1) precise linear guide-way cnc lathe with slant base body in t-slot blade row : s350
11.2> rigid base
2. parameters, configuration and price:
1) parameters:
|
main parameters |
unit |
s350 |
||
|
processing capability |
max. swing diameter |
mm |
φ350 |
|
|
max. turning diameter |
mm |
φ240 |
||
|
max. turning length |
mm |
φ340 |
||
|
max. bar through-hole |
mm |
40 |
||
|
spindle |
work piece clamping method |
n/a |
6“hydraulic chuck |
|
|
spindle speed range |
rpm |
0~4500 |
||
|
spindle nose size |
n/a |
a2-5 |
||
|
spindle id |
mm |
52 |
||
|
rapid traverse |
x-axis rapid traverse |
m/min |
20 |
|
|
z-axis rapid traverse |
m/min |
20 |
||
|
axis stroke |
x-axis travel |
mm |
420 |
|
|
z-axis travel |
mm |
400 |
||
|
accuracy |
x\z axis repeating positioning accuracy |
mm |
0.002 |
|
|
motor |
spindle drive motor |
kw |
5.5/7.5 |
|
|
others |
tool-holder type |
n/a |
t-slot blade row |
|
|
tool size |
mm |
20 |
||
|
number of tools |
pcs |
5 |
||
|
required electric power |
kva |
14 |
||
|
overall size(l*w*h) |
mm |
1850*1750*1750 |
||
|
height from floor to spindle center |
mm |
≈1050 |
||
|
net weight |
kg |
≈2500 |
||
|
standard: tool box, instruction book, operational manual, lighting system, lubrication system, chips cleaner, hydraulic collet(chuck), foot switch, high-pressure cooling system
|
||||
|
optional: program control blowing function, precision c axis dividing,spindle head , automatic door, loading and unloading system, industrial robotic,automatic bar feeder, receiving device for bar materials, automatic detection system, automatic cutter radius compensation system, |
||||
contact: echo.y.zhang
fax: 0574-88095075
tel: 86-18057486168
email: zhangyang@cngongtie.cn
add: no.16, gaoya road, jiangshan scientific&technological park, yinzhou, ningbo, zhejiang, china. eu r&d center: reggio emilia, italy

![]hu]6y`btwybp6%khopkkjj](/uploads/image/ui20200303/20200303151357_47323.jpg)
![_%ngpin2~[6`vpu`qsvcj]a](/uploads/image/ui20200303/20200303151405_31843.jpg)
![ee9rxo[9e]o0)evqj(pwx_n](/uploads/image/ui20200303/20200303151451_81345.jpg)
![o4_ou0$l9b7$ms4])]16$tr](/uploads/image/ui20200303/20200303151510_14108.jpg)